


HUST主轴全闭环控制功能
- 分类:机床行业
- 作者:
- 来源:
- 发布时间:2020-08-05 18:06
- 访问量:
【概要描述】系统给定±10V模拟量信号和使能/正反转信号,主轴驱动接收系统发送的命令根据电机编码器回授做速度环控制,只有速度模式,不可定......
HUST主轴全闭环控制功能
【概要描述】系统给定±10V模拟量信号和使能/正反转信号,主轴驱动接收系统发送的命令根据电机编码器回授做速度环控制,只有速度模式,不可定......
- 分类:机床行业
- 作者:
- 来源:
- 发布时间:2020-08-05 18:06
- 访问量:
—— 传统主轴控制器 ——
一、原理
模拟量控制(开环):系统给定±10V模拟量信号和使能/正反转信号,主轴驱动接收系统发送的命令根据电机编码器回授做速度环控制,只有速度模式,不可定位。
脉冲控制(开环):系统给定驱动器使能信号(速度/位置模式信号)和脉冲信号,主轴最高转速由主轴电机最高转速和变速箱档位决定。
总线位置控制(开环):系统给定驱动器使能(速度/位置模式)和包含速度距离的数位型脉冲信号,驱动器获得数据进而对电机进行控制。
主轴驱动类型为脉冲型主轴或总线主轴:
主轴在速度模式(S)时,主轴驱动接收系统命令根据电机编码器回授做速度环控制,不可进行定位。
主轴在位置模式(C)时,主轴驱动接收系统命令根据电机编码器回授做速度环控制和位置环控制,可进行定位。
重点说明:系统发送固定的命令,系统读取外置编码器或者电机编码器的回授是为了显示转速和每转进给用。
二、构架图
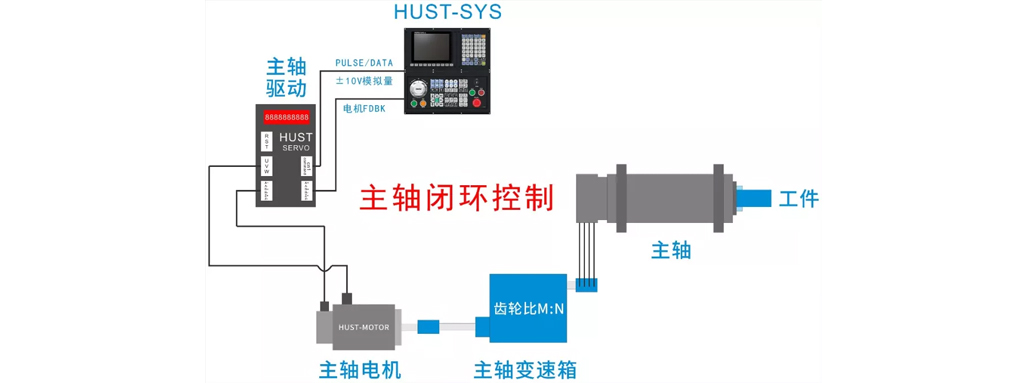
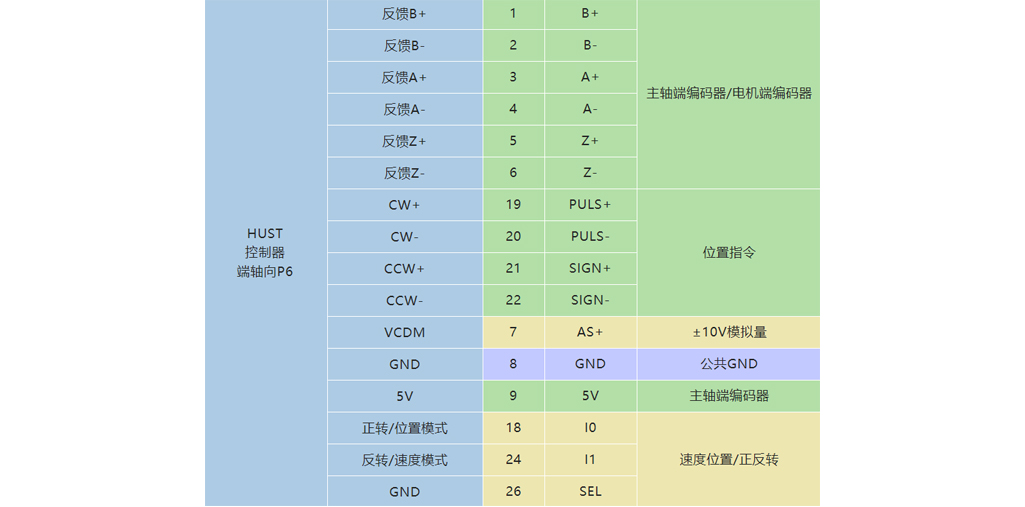
三、接线图
四、传统主轴控制缺点
1、模拟量命令控制时主轴不可进行定位。
2、主轴与电机使用三角带轮连接时主轴不可进行定位。
3、脉冲位置控制时,实际控制的是电机端的位置,而非主轴端位置,主轴端的位置会因为同步带的间隙和韧性而有所偏差。驱动用速度控制和位置控制功能时,若需要进行主轴定位,存在位置模式的切换时间,影响效率。
—— HUST主轴全闭环控制 ——
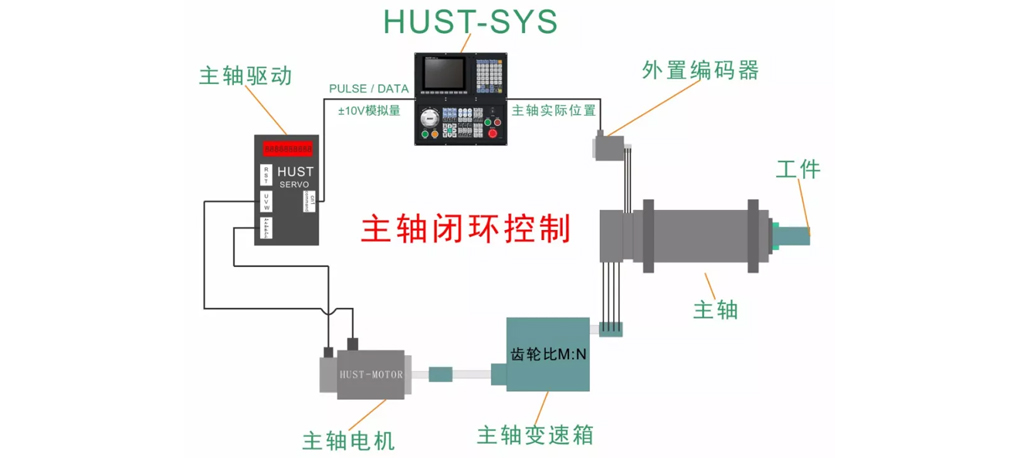
一、原理
数控系统做位置环控制,主轴驱动做速度环控制。
主轴在速度模式(S)时,只需要保证主轴转速稳定(驱动器做速度闭环控制)即可,主轴最高转速由主轴电机最高转速和变速箱档位决定。(开环)
主轴在位置模式(C)时,驱动器做速度环保证转速平稳,位置模式做定位,系统根据外置编码器的回授做位置环控制。(闭环)
1. 非总线:系统给定驱动器使能信号和控制速度的±10V模拟量信号,使用第一路编码器接收外置编码器回授。
2. 总线:系统给定驱动器数位信号使能和数位型模拟量,使用第二路编码器功能接收外置编码器的回授。
重点说明:系统发送的命令,根据外置编码器回授的脉冲进行实时的调整。(位置环)
二、构架图
三、接线图

—— 加工效果对比 ——
一、传统主轴控制
传统主轴控制时,由于主轴和电机传动机构的误差,容易出现分度铣屑、多边形切削等加工出现位置偏差、重复定位精度不够高的问题。

二、主轴全闭环控制
全闭环主轴控制,位置参考于主轴终端,完美规避和消除了传动机构的误差,系统坐标即为主轴当前实际位置,定位精准、加工效果与编程路径完全吻合。


—— 主轴全闭环优势 ——
一、定位精度高
主轴全闭环控制,定位精度高,反映主轴的实际位置,控制最小精度由外置编码器的分辨率决定,分辨率越高控制精度越高。
(例如,外置编码器分辨率2500线,4倍频是10000Pulse/R,那么控制精度360/10000=0.036Reg/Pulse)
二、模拟量主轴也可做定位
模拟量主轴也可做定位。(传统的控制方式需要脉冲控制的主轴才可以做分度)
三、V型三角皮带
电机与V型三角皮带连接可以进行定位,继承了V型三角皮带连接噪音小、缓冲吸震的优点,同时解决了V型三角皮带打滑导致定位不准确的缺点。
四、变速箱连接
当加工重量比较大的工件时,为了提高主轴的扭矩,机械厂商往往会引入变速箱,因为变速箱的存在,使得主轴一圈的位置和电机的位置不一致,它们的位置关系就是齿比关系。然而,使用全闭环控制时,电机与主轴通过变速箱连接,任意齿轮比下都可进行主轴定位。
扫二维码用手机看

扫一扫,关注我们
广州亿图数控科技有限公司
咨询热线:020-39389901 020-39389902
维修专线:18127931302
传 真:020-39389903
网 址:www.hust-cnc.com
电子邮箱:hust@hust-auto.com
邮政编码:511495
公司地址:广州市番禺区钟村街创源路诚鼎街8号1楼
